
合肥赛特液压科技有限公司
集研发、生产、试验、销售为一体的柱塞泵专业生产厂家

0551-65654706


缸筒和活塞杆的校直
1 长圆柱体弯曲校直机校直
缸筒和活塞杆因事故产生弯曲后,一般要在压力机上进行较直。但在压力机上校直后的缸筒或活塞杆,经过一段时间后往往会出现反弹现象,即缸筒或活塞杆在一定程度上恢复原来的形状。为此,有的修理厂研制出了长圆柱体弯曲校直机(见图30)。使用时将弯曲的缸筒或活塞杆放入校直机中,压上压紧轮,开动电动机,来回滚压,根据情况不断地调整压紧轮,慢慢地即可将弯曲的缸筒或活塞杆校直。这与在压力机上的校直不同,在校直机上进行校直,不但能够将弯曲的部位校直,而且缸筒或活塞杆因弯曲而产生的内应力能在上下滚轮的反复作用下得到释放,保障其在校直后*。
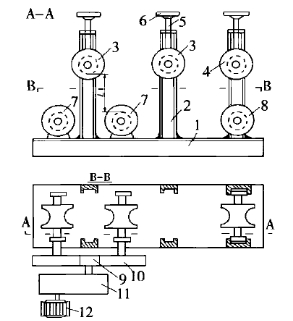
图30 长圆柱体弯曲校直机
1 底座 2 门架(内有导轨) 3 压紧调直轮 4 压紧轮 5 调节螺杆 6 手轮 7 主动轮 8 从动轮 9 主动小齿轮 10 从动大齿轮 11 减速器 12 电动机
缸筒或活塞杆在进入校直机前,应先进行一定的预校直工作,将其上机前的弯曲度控制在一定范围内(见图31)。图31所示中有两段弯曲的长圆柱体,这在校直机上进行校直是经常遇到的,设备允许其*的弯曲度H就是图30中上、下滚轮间的*距离。

图4-31 上机前圆柱体所允许的*弯曲度
1 理论中心线 2 实际弯曲度
H——设备允许的*弯曲度
2 其他校直方法
对于长径比(指活塞杆长度L与活塞杆直径d之比)大的液压缸(L/d>15,如起重机吊臂伸缩缸、支腿水平缸等),由于其行程较大、两端铰接、液压缸自重和负荷偏心等因素,使活塞杆易失稳弯曲,应按活塞杆外径的大小,采用不同的方法进行校直。
外径较小的活塞杆(d≤55,如支腿水平缸活塞杆)弯曲后可用千斤项校直如图32所示,先将一个倒L型钢架3焊在钢板1上(必要时焊加强筋),活塞杆两端用方木垫平,将千斤顶放在钢架3与活塞杆之间(注意!在活塞杆与千斤顶之间须用一定厚度的棉纱隔开)。然后使千斤顶顶杆慢慢伸出并顶压弯曲的活塞杆,目测其平直后将千斤顶顶杆压紧不动,保持15min左右,再进行第二次顶压。第二次顶压应使活塞杆轴线向原弯曲的反方向略有弯曲,保持20 min后,打开千斤顶单向阀以解除其压力,如目测活塞杆轴线已平直,再进行直线度检测,满足要求(1000:0.06)即可。
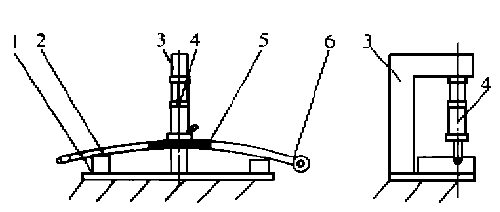
图32 利用千斤顶校直
1 钢板 2 方木 3 倒L型钢架 4 千斤顶 5 棉纱 6 活塞杆
外径较大(d>55 mm)的活塞杆弯曲后可用压力机校直由于外径较大的活塞杆校直时需要较大的力,故校直过程须在压力机上进行,具体方法如图33所示。在校直过程中,活塞杆与金属之间要用一定厚度的绵纱隔开。同时,须将活塞杆两端固定,以免滑脱出去。
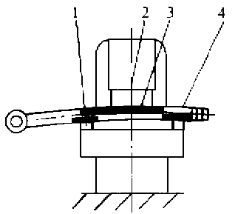
图33 压力机校直
1V型铁 2压力机 3 棉纱 4 活塞杆
电话:0551-65654706
邮箱:13865979728@139.com
地址:合肥市双凤工业区双凤大道004号

 产品中心
产品中心